Примеры наших изделий из пластика













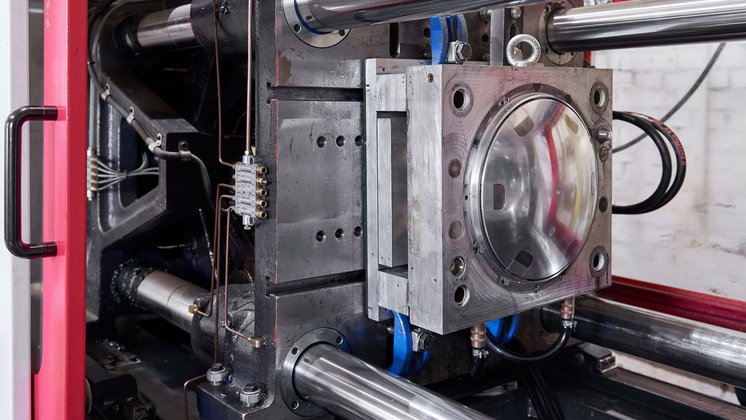
Литье под давлением - это технологический процесс переработки пластмасс (и не только), при котором расплавленный материал под высоким давлением впрыскивается в формообразующий инструмент, где он охлаждается и затвердевает, принимая ее точную форму. Этот процесс осуществляется на специальном оборудовании - термопластавтомате (ТПА) и позволяет быстро и с низкой себестоимостью производить сложные изделия.
Наша компания осуществляет литье пластмасс под давлением на пресс-формах собственного изготовления и на предоставленных заказчиком по контракту. Собственное производство, состоящее из современных ТПА, позволяет отливать элементы массой от 1 г. до 1,5 кг. Габариты литьевой формы от 150x200 мм. до 700x1000 мм.
Работаем практически со всеми полимерами (термопластами) и эластомерами:
Возникли вопросы? Ответы на самые распространенные собраны на странице «Часто задаваемые вопросы», там же можно отправить нам свой вопрос.
Затраты на отливку одного полимерного изделия на литейном производстве определяется тремя основными параметрами:
Мы не зарабатываем на материале и допускаем возможность работы на давальческом сырье заказчика.
Для этого нам необходимо иметь следующую информацию:
Это самый сложный для расчета параметр. Он зависит параметров формообразующего инструмента и от его текущего состояния и профессионализма наладчика. Также зависит от типа термопластавтомата, его технических характеристик, материала, веса изделия и других факторов.
Если пресс-форма уже работала и есть статистика по продолжительности одного цикла литья пластмасс в секундах, то при расчете стоимости ее можно принять за основу. Если такой статистики нет, то расчет продолжительности цикла будет осуществлен экспертным путем на основании имеющегося у нас опыта. Вы можете обратиться к нам через форму «Обратный звонок» или иными способами связи указанными на странице «Контакты».
Только литье пробной партии позволяет выбрать оптимальный, с точки зрения качества и себестоимости изделия, режим работы, и только после проб профессиональный литейщик сможет рассчитать точную стоимость работ. Предварительный расчет с допустимой погрешностью, при предоставлении описанной выше информации, будет осуществлен нами в течение 24 часов. Более точный расчет возможен при осмотре и ревизии оснастки, а окончательный - после изготовления пробной партии.
На каждом этапе мы открыты для обсуждения, ничего не скрываем, все расчеты прозрачны и понятны, никаких фокусов или мелкого шрифта после звездочек.
Заказ и изготовление пресс-формы - это самый сложный и дорогостоящий этап в литьевом производстве. От выбора формообразующего инструмента, его типа, материала, количества гнезд, качества изготовления и других параметров, во многом зависит цена конечной продукции. При этом надо понимать, что при существенном тираже, затраты на оснастку нивелируется по сравнению с себестоимостью отливаемых полимерных изделий.
Работу по управлению себестоимостью продукта надо начинать именно на этапе заказа, исходя из планового объема партии. Иногда, выгоднее зафиксировать убытки и изготовить новую пресс-форму, чем получить дорогое изделие.

Исходя из выбранного материала, объема и веса отливки подбирается соответствующий термопластавтомат. Это важно, так как если отливать на ТПА 350т элемент весом 5 грамм в одногнездную пресс-форму, то материал в шнеке будет перегреваться и качество изделия будет страдать. Не говоря уже о том, что расходы на такое формование, и, как следствие, себестоимость продукта будут в разы выше, чем отливать на ТПА 50т.
Аналогично, для крупных изделий необходим термопластавтомат с большим усилием сжатия. Если работать на пределе возможностей оборудования, то ряд необходимых технологических процедур осуществить не удастся. Например, «додавливание» на этапе охлаждения станет невозможным. Это, в свою очередь, приведет к снижению качества литья пластмасс.
После установки формы начинается тестовое литье пластмасс под давлением, осуществляется настройка параметров работы ТПА.
Если пресс-форма:
Часто заказчик пользуется услугами собственных конструкторских отделов, которые умеют качественно проектировать любые детали в 3D, но работа с термопластами требует существенных дополнительных знаний, связанных с деформациями при охлаждении и усадкой материала.
Различные материалы, обладающие разными коэффициентами усадки, совмещенные в одном изделии (как в случае с закладными втулками, штифтами и другими элементами будущей сборки) при охлаждении усаживаются по-разному. Не учитывая такие моменты, конструктор может составить техническое задание, которое в итоге не пройдет приемку ОТК. Толстые стенки будут вогнутыми, в местах крепления будут наплывы и множество других аспектов, которые не учитывать при работе с термопластами нельзя.
Это человеческий фактор. Чаще всего встречается с китайскими производителями, но и в отечественном опыте не исключение. Там, где есть люди, появляются ошибки.
Мы быстро и относительно легко решаем описанные выше проблемы, так как сами изготавливаем пресс-формы, делаем так, чтобы замена формообразующих или других отдельных элементов, не составляла большого труда. Поэтому в случае, если мы ошиблись при изготовлении, то заказчик об этом даже не узнает, это не его проблема.
Если брак возникает по вине заказчика, то процесс доработки становится весьма сложной задачей. В зависимости от сложности задачи, доработаем литьевую оснастку с учетом внесенных изменений.
В случае, когда производитель располагается за пределами РФ, и любая логистика - это многие месяцы, проблема становится долгой и дорогой. Не говоря уже о существенных затратах на оплату работы персонала, который будет этим заниматься. Особенно, если в погоне за низкой стоимостью пресс-формы, ее ремонтопригодность не входила в техническое задание.
Вывод! Если вы не обладаете большим опытом в литье под давлением, ищите возможность производить пресс-форму и лить изделие в одном месте. Тогда в своем техническом задании вы будете формулировать требования к уже готовому изделию из полимера или эластомера, а не к оснастке. А производитель сам будет учитывать сложные моменты на этапах производства.
Когда качество и характеристики изделия удовлетворяют заказчика, процесс переходит в стадию серийного литья пластмасс.
В пресс-формах с холодноканальной системой формования в процессе движения расплавленных термопластов по холодным каналам, происходит их охлаждение и застывание, образуется так называемый литник. Это плановые потери материала. Многие из нас в детстве или с детьми собирали модели самолетов или танков, так вот, если помните, первое, что нужно было сделать, это открутить или вырезать необходимый элемент модели с литника. Финишная обработка - это отделение пластикового элемента от литника.






 Высокая точность и повторяемость
Высокая точность и повторяемость
Можно отлить миллионы идентичных деталей из пластика с минимальными отклонениями. Добиться точности можно по габаритам предмета. Точность по массе зависит от плотности сырья, следовательно, точность не может быть выше, чем погрешность в коэффициенте плотности, которую гарантирует производитель сырья.
 Сложная геометрия
Сложная геометрия
Существуют пресс-формы с подвижными знаками и шиберными системами, которые позволяют отливать крайне сложные детали в автоматическом или полуавтоматическом режиме. Гордимся, что у нас есть изделия, которые, с точки зрения конструкторов заказчика, отлить было невозможно!
 Высокая производительность
Высокая производительность
Цикл литья пластика занимает секунды, что идеально для массового производства.
 Цена конечного продукта
Цена конечного продукта
Низкая себестоимость единицы продукции.
 Длительное время подготовки
Длительное время подготовки
Проектирование и производство формообразующего инструмента для литья пластмасс может составлять несколько месяцев. Средняя продолжительность изготовления на предприятии 30 календарных дней.
 Cтоимость литьевой оснастки
Cтоимость литьевой оснастки
На нашем предприятии разработаны решения, которые позволяют заказчику получить готовый продукт, не заказывая пресс-форму. Для небольших тиражей возможны варианты, снижающие затраты, связанные с её изготовлением.
 Ограничения по размеру
Ограничения по размеру
Размер детали ограничен размерами рабочей поверхности ЧПУ фрезерных станций и в дальнейшем размерами ТПА.
Свяжитесь с нами любым удобным для Вас способом или оставьте Ваши контактные данные и мы перезвоним в рабочие дни с 09:00–18:00.